|
|
Noticias
|
|
| Guía rápida para el control del motor sumergible |
En esta nota repasamos cuáles son los pocos pasos - pero fundamentales - a la hora de evaluar si el motor sumergible está en condiciones de ser acoplado a la bomba y de ser instalado en la perforación.
Repasamos las herramientas más útiles para los controles y las necesarias para brindar un buen funcionamiento.
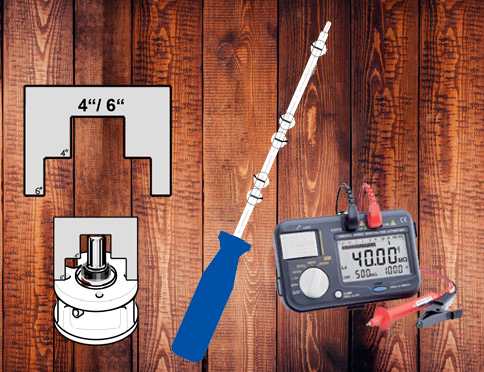
Primer paso: la prueba de aislación
Cuando se adquiere un motor sumergible, es muy importante medir la resistencia de aislación usando un megohmetro DC de 500 o 1000 volts desde los cables de alimentación hasta la estructura del motor. La resistencia debe ser de, como mínimo, 200 megaohms sin cable sumergible. Para más información hacé clic aquí.
Segundo paso: la medición de la altura del eje
Se utiliza una herramienta especial, que mide desde la base de apoyo de la bomba sobre el soporte del motor, hasta el extremo del eje del motor. En su defecto, recomendamos determinar la medida con un calibre utilizando un suplemento para encontrar la cota superior del eje.
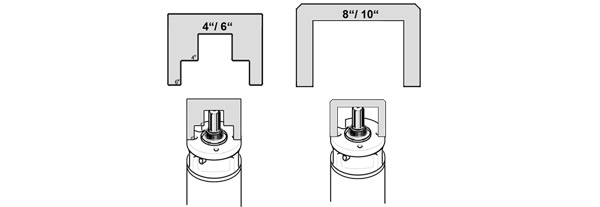
Las alturas indicadas por Franklin Electric son:
- Motor 4 encapsulado: 38.05 - 38.30 mm
- Motor 6 encapsulado: 72.88 - 73.02 mm
- Motor 8 encapsulado: 101.73 - 101.98 mm
- Motor 6 rebobinable: 72.77 - 73.03 mm
- Motor 8/10 rebobinable: 101.4 - 101.6 mm
Si la altura del eje no está dentro de estos parámetros, se recomienda no instalar el motor, ya que se corre el riesgo de que la regulación del paquete hidráulico de la bomba no sea el correcto, y que el cojinete axial de grafito del motor haya perdido espesor y pueda dañarse. En estos casos se deberá contactar a Rotor Pump.
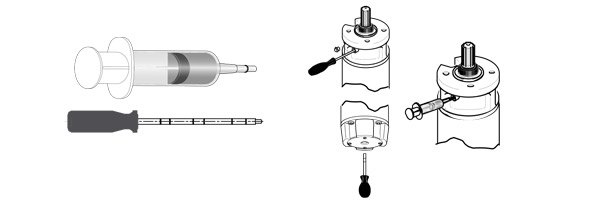
Tercer paso: control del Nivel del agua interno
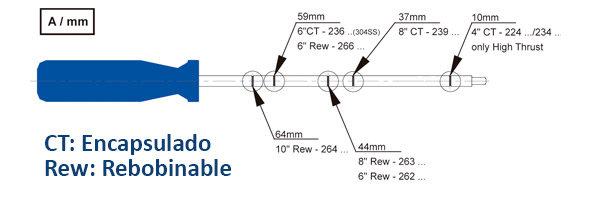
Es ya sabido que el motor debe tener agua para funcionar ya que los cojinetes se lubrican con agua. Para realizar la prueba del nivel de agua, el motor puede estar en posición horizontal. Se utiliza una herramienta que debe estar graduada en la escala que se muestra más abajo. La herramienta podría ser un destornillador fino grueso con punta redondeada, para que no dañe la membrana de goma que contiene el motor adentro. Cuando se introduce la herramienta por el orificio inferior del motor, debe corroborarse que al motor no le falte agua (en este caso la herramienta entra por encima de la cota indicada), o que al motor no le sobre agua (la cota queda afuera del ras de la tapa). Sobre la reposición del agua te pedimos que consultes con Rotor Pump.
En cuanto a la distancia de la membrana que contiene el agua, Franklin Electric nos indica:
- Motor 4 encapsulado: 10 mm
- Motor 6 encapsulado: 59 mm
- Motor 8 encapsulado: 37 mm
- Motor 6/8 rebobinable: 44 mm
- Motor 10 rebobinable: 64 mm
Bonus track: otros controles ópticos
En el caso de los motores encapsulados, también es importante revisar que el conector del cable terminal esté bien aislado y en todos los motores verificar que el empalme sea el correcto.
|
|
|
|
|
|